Уплотнение бетонной смеси
Характеристика
Едва ли не самое важное свойство бетонной смеси — свойство растекаться под воздействием своей массы или дополнительной нагрузки.

Бетонная смесь обладает одним очень важным свойством — свойством растекаться, благодаря чему можно изготовить изделия самой различной формы.
Именно благодаря этому свойству из нее можно получить огромное количество изделий самых разнообразных форм, и кроме того, есть возможность применить ее для различных способов уплотнения. Свойства смеси, такие как ее текучесть, и то, каким образом она была уплотнена, тесно взаимосвязаны. Например, с малой текучестью нуждаются в энергичном уплотнении, и формирование бетонных изделий из них должно сопровождаться активным уплотнением в виде интенсивной вибрации или вибрации с дополнительным пригрузом. Другие из известных способов уплотнения — прессование, трамбование, прокат.
Смеси с большой подвижностью быстрее и легче всего уплотнять, применяя вибрацию. Сжимающие виды уплотнения, такие как прокат, прессование или трамбование, напротив, непригодны для них. Под напором ударов трамбовки или сильных прессующих движений бетон с большой текучестью разбрызгается трамбовкой или легко вытечет из-под пресса.
У литых есть способность увеличивать плотность под влиянием своей же массы. Для того чтобы дополнительно уплотнить бетон, иногда используется кратковременная вибрация.

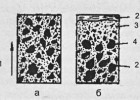
Определение жесткости бетонной смеси при помощи специального прибора
Подводя итог сказанному, можно выделить следующие методы уплотнения: вибрирование, прокат, прессование, литье, трамбование и штыковка. Вибрирование является самым эффективным способом как в экономическом, так и в техническом отношении. Его с успехом применяют, сочетая с иными видами механического уплотнения — прессованием (вибропрессованием), трамбованием (вибротрамбованием), прокатом (вибропрокатом). Одним из видов механического уплотнения бетонной смеси с большой текучестью является центрифугирование, которое используют при формировании полых внутри изделий круглого сечения. В получении смесей высокого качества хорошо зарекомендовала себя операция вакуумирования бетона во время его механического уплотнения вибрированием, хотя из-за большой продолжительности этого процесса его экономический эффект заметно снижается.
Способы уплотнения
Штыкованием называется проталкивание кусочков щебня, застрявших между прутьями арматуры. Для штыкования в процессе укладки и вибрирования растворов с осадкой конуса 40-80 мм в конструкциях с большим количеством арматуры используются шуровки, сделанные из арматурной стали. Кроме того, их применяют при уплотнении пластичных смесей с осадкой конуса более 80 мм, которые расслаиваются при виброукладке.

Во время вибрации частицы бетона стараются принять более удобное положение, в котором вибрация будет воздействовать на них по минимуму, в результате бетонная смесь уплотняется.
Вибрирование — уплотнение бетона, которое заключается в передаче бетонной смеси вынужденных колебательных движений, заключающихся во встряхивании. Находясь в подвешенном состоянии во время встряхивания, связь частицы раствора с остальными частицами постоянно нарушается. Благодаря воздействию силы толчка и под влиянием собственной массы при падении, частицы стремятся занять более компактное положение, в котором влияние толчков на них минимальное. В результате более плотной упаковки вся бетонная смесь уплотняется. Еще одной причиной уплотнения является так называемая тиксотропность — свойство временного перехода в более текучее состояние под воздействием внешней силы. Пребывая в жидком состоянии, смесь лучше растекается во время вибрирования, приобретая форму содержащей ее емкости с последующим уплотнением под действием силы гравитации. И последняя, третья причина, по которой смесь уплотняется — это высокие технические показатели бетона.
Значительная степень уплотнения в результате применения вибрирования обусловлена применением оборудования с незначительной мощностью. К примеру, массивы бетона объемом в пару кубометров эффективно уплотняются устройствами с потребляемой мощностью всего в пределах 1-1,5 кВт.
Способность смесей бетона к тиксотропности зависит от текучести самой смеси и скорости, с которой перемещаются ее частицы друг относительно друга. Смеси с большой подвижностью легко переходят в более текучее состояние и не требуют большой скорости перемещения при вибрации. При увеличении жесткости подвижность смеси уменьшается и свойство к тиксотропному разжижению утрачивается, что требует увеличения скорости вибрации для уплотнения бетона и, соответственно, более высоких затрат энергии.
Влияние амплитуды и частоты колебания
Частота колебания частиц и их амплитуда взаимосвязаны, что позволяет применять в промышленных условиях разные режимы вибрирования для смесей разной консистенции. Смеси с крупнозернистой фракцией заполнителя вибрируют при сравнительно невысокой частоте (3000-6000 колебаний в минуту), но довольно большой амплитуде, тогда как при виброуплотнении мелкозернистых смесей используется вибрация высокой частоты — до 20000 колебаний в минуту, но с малой амплитудой.

Схема вариантов уплотнения бетона: а) глубинным вибратором; б) пакетом глубинных вибраторов; в) вибратором с гибким валом; г) поверхностным вибратором; д) наружным вибратором; е) изменение прочности бетона в зависимости от времени его уплотнения.
Кроме таких параметров работы вибромеханизма, как амплитуда и частота, на качество уплотнения в результате вибрации влияет и продолжительность самого процесса. Для всех видов бетонных смесей, в зависимости от их текучести, есть свое оптимальное время уплотнения вибрацией, на протяжении которого смесь эффективно уплотняется и по истечении которого затраты энергии непропорциональны эффективности дальнейшего уплотнения. При продолжении уплотнения сверх этого времени прироста плотности не наблюдается в целом. Более того, существует риск, что бетонная смесь начнет расслаиваться на отдельные компоненты в зависимости от их свойств — например крупнозернистая фракция заполнителя и цементный раствор. В результате качество конечного бетонного изделия будет снижено из-за неравномерного распределения плотности и пониженной прочности в отдельных частях его частях.
Продолжительное вибрирование в экономическом отношении невыгодно, так как связано с большими затратами электроэнергии и трудоемкостью всего процесса, из-за чего производительность формовочной линии существенно снижается.
Позитивно влияет на эффективность уплотнения совпадение частоты собственных колебаний частиц раствора с частотой вынужденных колебаний виброуплотнителя. Но тут нужно принимать во внимание тот факт, что смесь является совокупностью разных фракций с различными размерами частиц — от микрометров для цементного раствора до нескольких сантиметров для крупного бетонного заполнителя. Соответственно, наиболее эффективной технологией уплотнения будет применение разных частот — так называемого поличастотного уплотнения, так как частота собственных колебаний для частиц разного размера и массы будет разной.
При проведении технико-экономической оценки необходимо учитывать вышесказанное — при увеличении энергии уплотнения эффективность уплотнения возрастает, что также снижает продолжительность процесса и повышает рентабельность.
Вибростановки и виброплощадки
Виброуплотнение бетонного раствора производится как стационарными, так и переносными средствами. Использование переносных средств в технологии уплотнения для сборного железобетона довольно ограничено. Их промышленное использование в основном сводится к формованию больших, тяжеловесных изделий на стендах.
Виброплощадки применяются в заводском производстве сборного железобетона тех типов заводов, которые работают по конвейерной и поточно-агрегатной схемам. Существует большое разнообразие конструктивных особенностей и типов виброплощадок — электромагнитные, электромеханические, пневматические. По характеру колебаний — ударные, гармонические, комбинированные. По форме колебаний — круговые направленные, горизонтальные, вертикальные. По конструктивным схемам стола — сплошная верхняя рама, образующая стол с одним или несколькими вибрационными валами или собираемая из отдельных виброблоков, которые в целом представляют собой одну вибрационную поверхность с расположенной на ней формой со смесью. Чтобы прочно закрепить форму с раствором, на столе площадки предусмотрены пневматические электромагниты или механические зажимы.

Схема вибростола с размерами
Виброплощадка исполняется в виде плоского стола, опирающегося посредством пружинных опор на станину (раму) или на неподвижные опоры. Назначение пружин — гасить колебательные движения стола, таким образом не допуская их воздействия на опору, что неизбежно привело бы к разрушению. В нижней части к устройству крепится вибровал с располагающимися на его поверхности эксцентриками. Вал приводится во вращение от электромотора, движение эксцентриков вызывает колебания стола, которые затем передаются массе бетона и вызывают уплотнение бетонной смеси. Мощность виброплощадки измеряется ее грузоподъемностью — массой бетонного изделия, взятого вместе с формой, — и колебается в пределах от 2 до 30 т.
Заводы, производящие сборный железобетон, обычно оборудуются унифицированными вибороплощадками с амплитудой колебаний 0,3-0,6 мм и частотой 3000 колебаний в минуту. Такие площадки хорошо справляются с уплотнением жестких бетонных смесей для конструкций с длиной до 18 м и шириной до 3,5 м.
Формируя изделия на виброплощадках, особенно если в расход идут жесткие, основанные на пористых заполнителях, обычно с целью улучшить структуру бетона используются пригрузы.
При необходимости формирования изделия с применением неподвижной формы бетонную смесь уплотняют, используя поверхностные, глубинные и навесные вибраторы, прикрепляемые к форме. При изготовлении изделий с использованием горизонтальных форм используются жесткие бетонные смеси или смеси с малой текучестью; в вертикальных формах (кассетах) — смеси с большой текучестью и осадкой конуса 80-100 мм.
Процесс прессования
Прессование как способ уплотнения при изготовлении железобетонных изделий применяется редко, несмотря на то что по техническим показаниям является весьма эффективным, так как позволяет получить высокопрочный бетон с большой плотностью при очень незначительном расходе цемента (100-150 кг/м3 бетона). Причины, препятствующие распространению этого способа, носят сугубо экономический характер. Давление, при котором бетон эффективно уплотняется, составляет 10-15 МПа и более, то есть для того чтобы уплотнить изделие из бетона, на каждый 1 м2 нужно приложить усилие, равное 10-15 МН (миллионов Ньютон). Прессы, обладающие такой мощностью, применяют только в судостроительстве для прессования корпусов кораблей, и их стоимость настолько высока, что полностью исключает экономическую рентабельность при использовании.
При приготовлении бетонных смесей прессование используется лишь как дополнительное средство механической нагрузки, прикладываемое при ее виброуплотнении. При этом нужная величина давления не превышает 0,5-1 кПа. Технически такое давление достигается приложением статической нагрузки во время перемещения отдельных частиц бетонного раствора.
В зависимости от вида штампов, различают прессование плоскими или профильными. Последние используются для передачи своего профиля бетонному изделию. Таким образом изготавливаются некоторые типы ребристых панелей и лестничные марши. Прессование в процессе изготовления ребристых панелей носит название штампования. Одной из разновидностей прессования является прокат. В данном случае передача давления бетонной смеси осуществляется посредством небольшой площади катка, что позволяет уменьшить расход энергии из-за уменьшения давления прессования. Однако существует риск, связанный с пластическими свойствами смеси — при недостаточных может произойти сдвиг бетонной массы или даже разрыв прессующим валиком.
Центрифугирование
При центрифугировании вращающаяся смесь уплотняется благодаря прилеганию к внутренней поверхности формы. В результате процесса центрифугирования, из-за различной плотности компонентов бетонного раствора и содержащейся в нем воды из него удаляется до 20-30 % жидкости, благодаря чему получается высокопрочный бетон.
Центрифугирование позволяет легко получить из бетона изделия с высокой плотностью, прочностью (40-60 Мпа) и долговечностью. Для этого метода требуется достаточно много цемента, чтобы конечная бетонная смесь обладала большой связностью (400-450 кг/м3). В противном случае под действием центробежной силы произойдет разделение на несколько слоев, так как зерна большего размера и массы будут сильнее стремиться прижаться к краю формы центрифуги, нежели зерна меньшего размера. С помощью этой технологии формируют стойки под фонари, опоры линий электропередач или трубы.
Вакуумирование раствора
При использовании метода вакуумирования создают разрежение воздуха до давления в 0,07-0,08 Мпа, благодаря чему лишний воздух, вовлеченный в раствор, и излишки воды удаляются под действием разниц давления. Бетон занимает освободившееся при этом место, благодаря чему плотность смеси возрастает. Присутствие вакуума тоже оказывает прессующее воздействие на бетонную массу, величина этого воздействия равняется разнице между давлением вакуума и атмосферным давлением. Благодаря такому воздействию смесь дополнительно уплотняется.
Сочетание вакуумирования с вибрированием
Процесс вакуумирования предпочитают сочетать с вибрированием. Во время вибрирования бетонного раствора, подверженного вакуумированию, твердые компоненты смеси интенсивно заполняют поры, образовавшиеся на месте пузырьков воздуха и капель воды. Однако у вакуумированния в техническом аспекте есть существенный технико-экономический недостаток — большая продолжительность процесса, который в зависимости от свойств бетона и величины разреза на каждый 1 см толщины занимает около 1-2 мин.
Толщина слоя, поддающегося вакуумированию, не превышает 12-15 см. По этой причине вакуумируют преимущественно конструкции больших размеров с целью придания их поверхностному слою большей плотности.